Stress-strain state control of gas pipelines during assessment of their lifetime
Dr. A.A. Dubov
Currently, pipe rejection using flaw detector scanners (ultrasonic, magnetic, eddy current) is widely used in gas pipelines overhaul with their re-insulation. As practice has shown, all flaw detector scanners act as indicators of areas with defects. Subsequently, a verifying inspection is performed in these areas in the “manual” mode with sorting by defect types and their classification into admissible and inadmissible defects in accordance with the “Instructions for assessing defects in pipes and fittings during main gas pipelines repair and diagnostics” approved by OJSC Gazprom on November 18, 2008.
In some cases, the results of inspection with flaw detector scanners are compared with those of in-line inspection, and a decision is made on gas pipelines admission to re-insulation and further operation on the basis of such comparison.
It should be noted that the existing approach to ensuring operated main gas pipelines' reliability for a further period of their service life extension (20-30 years or longer) has a significant drawback.
This drawback is that this approach identifies and eliminates inadmissible defects, which developed during the previous service life of gas pipelines.
Developing defects in the maximum stress concentration zones, which have sizes that are beyond the sensitivity range of conventional NDT methods, are not detected and are admitted to further operation for a long period of time.
Let us consider this problem on the example of the results of gas pipelines inspection using the metal magnetic memory method.
The MMM method performs simultaneously two tasks during the non-destructive testing.
The first task is detection of zones with defects on the internal and external surface of the pipe with their subsequent classification, i.e. performance of a routine flaw detection task.
The second task is performance of the stress-strain state control of the pipe metal and welded joints with detection of stress concentration zones – sources of all types of damages at an early stage of their development.
In addition, the MMM method does not require any preparatory works during the inspection and differs from other NDT methods by the fact that it indicates the stress concentration level, i.e. it indicates the degree of the detected defects hazard.
Based on the above peculiarities of the MMM method, let us analyze the inspection results presented in figure 1.
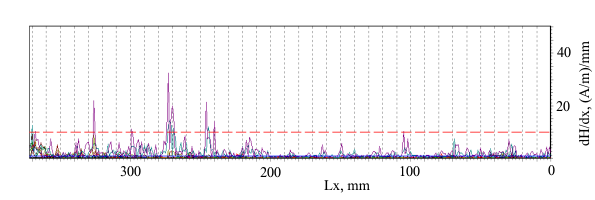
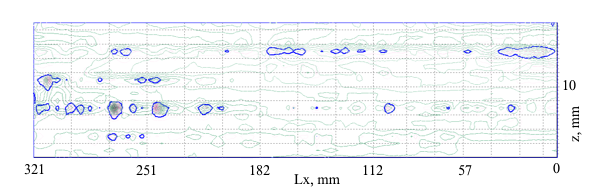
The figure shows that the defected zones with the field gradient (dH/dx) over 10 (A/m)/mm, located above the boundary line, correspond to unacceptable defects under the rejection norms in accordance with the “Guidelines...”, and all defected zones with the gradient dH/dx ⩽ 10 (A/m)/mm value correspond to acceptable defects.
Exactly these defected zones with the field gradient value below 10 (A/m)/mm, in which the process of defects development takes place, remain for further operation. During pipes rejection at the repair facility the significant part of acceptable and unacceptable defects located on the external surface of the pipe can be removed by means of conventional dressing (grinding). However, if such an operation under the technology accepted at the repair facility is performed, the inspection for presence or absence of metal defects with early damages development in SCZs is not performed at present. The use of scanning devices by the MMM method would considerably complement the gas pipelines rejection technology at the repair facility or directly during their re-insulation in field conditions.
It should be noted that operated gas pipelines rejection at repair sites using the MMM method and specialized scanning devices was successfully used during the period from 2005 to 2009 at LLC Gazprom Transgaz Tomsk. And in 2007 an experimental work was carried out at LLC Lenorgenergogaz repair station to check the MMM method and scanning devices efficiency for detecting defective zones during pipes sorting compared to the ultrasonic and eddy current methods of NDT. Based on the results of these works, Energodiagnostika Co. Ltd. prepared reports and submitted them to customers.
A flaw detector scanner based on the metal magnetic memory method is a scanning device (SD) consisting of two rings connected together, on which 32 flux-gate sensors are mounted, combined with wheels that allow the operator to move the SD along the pipeline.
The SD is used in as a set with the certified TSC (Tester of Stress Concentration) instrument, Rosstandard certificate RU.С.34.003.A No.42683.
The speed of a 10÷11 m long pipe inspection is 3-5 minutes with real time readout of the results on the most hazardous defects with displaying magnetic signals from defects on the screen and recording them to the instrument memory. The magnetogram printout with defective zones arrangement on the clock scan of the pipe is carried out within one hour after the inspection. The inspection speed per one shift is at least 30 pipes with the issuance of results.
The pipe size is ⌀ 530÷1420 mm, and the wall thickness is up to 20 mm and more.
The SD weight is 8 kg.
The SD sensors sensitivity (defects detectability) ensures the detection of all defects specified in the “Guidelines for pipes and fittings defects assessment during the repair and diagnostics of main gas pipelines”, approved by OJSC Gazprom on 18.11.2008. The SD frost resistance is up to -40°С.
Pipe surface preparation is not required, inspection can be performed without insulation removal. The natural magnetization of the pipe (magnetic memory of the metal) is used.
Figure 2 shows photographs illustrating the practical use of the scanner.

Fig.2. The practical use of the scanner.
During the quick inspection of individual pipes at the repair station, scanning devices with partial pipe coverage are used (Figure 3).

On individual pipes, where stress concentration zones with developing defects are detected using the MMM method in the express-control mode by the "magnetic anomalies", additional inspection is performed by other NDT methods after the insulation removal.
At such comprehensive inspection, pipes, on which no SCZs with a limiting value of the field gradient dНр/dx (K) corresponding to the initial stage of damage development were detected by the MMM method, and no inadmissible defects in accordance with ВСН 39-1.10-009-2002 were detected by other NDT methods, are accepted as suitable for further operation.
Pipes with magnetic field limiting gradient K in SCZs, various defects (pits on the internal and external surfaces, delamination of the metal, mechanical damages, corrugations, etc.) and wall thinning by 10-20% in individual zones are accepted unfit for further operation. Part of pipes with minor SCZs and defects, wall thinning of less than 10%, is recognized as suitable for reuse after repair. The inspection by the metal magnetic memory method is performed in accordance with GOST R 52005-2003 and "Guidelines for pipes and fittings defects assessment during the repair and diagnostics of main gas pipelines", approved by OJSC Gazprom on 18.11.2008.
At present, radiation testing (RT), ultrasonic testing (UT) and the results of in-line inspection (ILI) are used for girth welds inspection of long-term operated main gas pipelines. In field conditions, as a rule, selective inspection of field girth welds is performed. Fabrication girth welds are practically not controlled, as they are considered to be of higher quality compared to field welds.
However, after long-term operation of gas pipelines, during overhauls and in the course of their re-insulation, selective non-destructive testing (NDT) of not only field welds, but also of individual fabrication welds is required. Such inspection is especially important on bends, cross-connections and anywhere where ILI is impossible. After a long period of operation and performance of other "opening" operations, when there is a need to leave the old pipes in operation for a further long period, it seems necessary to provide NDT not only of the welded joints' metal, but also of the weld heat affected zones (HAZ), in which damages are most likely to develop. The use of RT and UT for even selective NDT of "old" fabricated and field girth welded joints is labor intensive, and for some fillet tee joints (on bends, cross-connections, etc.) is practically impossible.
Under these conditions, it is preferable to use a physical method that allows determining welded joints quality in express control mode and without surface preparation. The metal magnetic memory (MMM) method, which is currently becoming more widespread in practice during the inspection of gas pipeline girth welded joints, is referred to such NDT methods. Through using the metal's natural magnetization formed during the welding process, the method allows to perform preliminary quick sorting of welds based on the "satisfactory/unsatisfactory" principle.
Based on the results of such preliminary sorting, welded joints that must be additionally inspected using RT or UT with the indication of zones with maximum defects, are determined.
In addition, as mentioned above, the MMM method evaluates the degree of detected defects' hazard for damages development and at the same time provides stress-strain state (SSS) assessment of gas pipeline welded joints' heat affected zones.
In 2008, the “Technique for operated main gas pipeline girth welded joints inspection using the metal magnetic memory method” was developed as part of the contract with LLC Gazprom Transgaz Tomsk under Energodiagnostika Co. Ltd. R&D plan. The technique was approved at the Department of Gas Transportation, Underground Storage and Utilization.
The technique has undergone extensive industrial testing, primarily at LLC Gazprom Transgaz Tomsk, and may be recommended for its application at other OJSC Gazprom enterprises during main gas pipeline overhauls.
Application of this technique in combination with the ultrasonic method increases the speed and efficiency of girth welded joints inspection.
One should especially dwell on the problem of main gas pipelines damaging due to stress corrosion (SCC). It is known that most often these damages develop in zones of increased concentration of residual stresses (RS), formed during the pipelines manufacture. One of these zones is located at a distance of ~150÷300 mm (depending on the pipe diameter) on both sides of the longitudinal weld. Another increased RS area is the heat affected zone of gas pipeline girth and longitudinal welded joints. The problem of SCC development in areas with increased stress concentration is well-known, however, in practice, currently the presence (or absence) of these zones and the level of stress concentration in them is still not controlled.
It should be noted that the need for RS and stress-strain state non-destructive testing on various process purpose pipelines (not only on gas pipelines) until recently has not been adequately reflected in the regulatory documents of operating organizations. However, in recent years this situation has changed significantly.
In 2009, Federal Agency for Technical Regulation and Metrology (Rostekhregulirovaniye) approved GOST R ISO 9712-2009 "Non-destructive testing. Qualification and certification of personnel", which established the practice of experts certification in a new type of NDT "Stress-strain state Control".
Earlier, in 2005, Rostekhregulirovanie enforced GOST R 52330-2005 "Non-destructive testing. Evaluation of deformations in industrial and vehicle structures. General requirements". That same year of 2005, the President of RSNTTD approved the document "The system of personnel voluntary certification in the field of non-destructive testing and diagnostics", which also outlines a new type of NDT – "Stress Control".
In September 2010, OJSC STC Industrial Safety approved the "Regulation on experts certification in the field of non-destructive testing of the stress-strain state". Among the SSS NDT methods set out in the indicated "Regulation", the MMM method is presented as one of the efficient methods intended for solution of this problem.
The Regulation on experts certification in the field of industrial safety (СДА-12-2009), adopted by the Supervisory Board under Resolution of July 20, 2009 No.30-БНС, also noted the need to assess pipelines' and technical devices' SSS during their examination.
Thus, at present there are all the prerequisites (and most importantly, practice requires it) for organization of gas pipelines' SSS NDT (both newly installed and operated).
In this regard, the more than 25 years' experience in the MMM method practical application for various equipment, including main gas pipelines, allows us to state its efficiency in solving the above problem of gas pipelines' SSS NDT during the repair work performance on them.